The BDA engine is one of the most legendary engines ever to grace race and rally cars since its release by Frank Costin and Keith Duckworth in 1969.In Part 1, we touched on building the Cosworth BDA bottom end. In Part 2 we cover a little about the top end of an engine that changed racing history. Simon Gardiner explains ….
* * * * *
The BDA had belt drive cams but evolved as a development of Cosworth’s earlier FVA 4-cylinder, 16-valve engine and then the DFV F1 V8 engine.
Often we think of 4-valve technology as new, where Linthwaite-Hussey in the USA had a 4-cylinder 4-valve engine in 1916. As material and manufacturing technology advanced so did the ability of manufacturers to carry out their dreams.
From its inception Cosworth developed revolutionary ways to jig and machine components, allowing for very high accuracy and repeatability in short production runs. Following on in the same vein in the casting foundry, they patented new ways to cast very complex shapes while cutting down on the reject rate. This gave Cosworth an edge in the small volume race market.
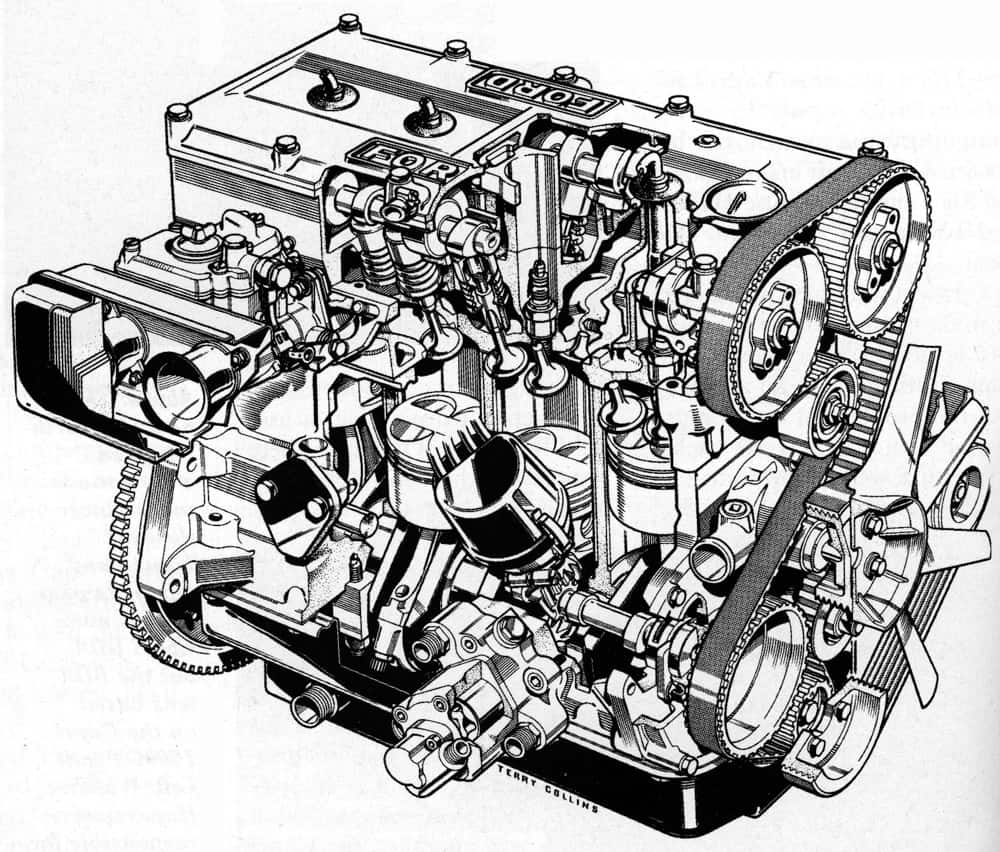
A cut-away drawing of Ford's famous, and popular, BDA engine.
Early engines of the 1920s were running on comparatively poor fuels. A high compression ratio might have been 4.5:1, so the combustion chambers were very large compared with a modern engine. Early overhead 2 and 4-valve engines had more hemispherical chambers.
Looking at an engine from the front, the included angles between the inlet and exhaust valve stems was often around 90 degrees. As race engines have developed, fuel quality and materials have improved and rpm and outputs have risen. By the mid 1960s the included valve angle of the BDA’s valves had closed up to 40 degrees, giving a pent roof combustion chamber.
They had a central spark plug where the flame had to travel less distance to the edge of the piston, making it easier to ignite the charge in a given time frame. The incoming air/fuel mixture was directed more toward filling the cylinder than pointing straight out the exhaust port on valve overlap.
This gave better cylinder filling and scavenging, the result being a bigger bang from a more compact combustion chamber. By having the flame exposed to less surface area there is more energy available to do the grunt work.
The BDA head ready for assembly (above), and setting the cam timing on the nearly completed motor (below).
BDAs, along with other alloy heads, have a few common problems. A lot of these problems are thrust on us because we don’t know the whole history of the secondhand parts we have.
One common issue, be it a Honda, Nissan or BDA, is that the head has been used in the very unsuccessful air cooled rather than water cooled mode. So the engine has been raced without water when a hose blew off. The casting has been so hot that the alloy has lost its heat treatment and strength.
Sometimes the heads are so soft that the head stud washers sink into the casting. We make a habit of hardness testing a head early because if there is bad news, let’s get it on the table.
Often heads can be salvaged, they can be welded and reheat treated successfully. But there is a point where if the head has had a lot surfaced from it and has been ported too large it may be better to start again. Sell it to someone who believes they really need it, and get a better one.
The BDA heads come in a couple of common configurations - three or four bolt exhaust ports. They also come in a variety of valve sizes, and they come in short and long stem valves. These engines still stand up well today compared with the latest Mitsubishi, Honda and other engines of that ilk.
Typically, a 2-litre BDA engine on Webers and PULP with the smaller valve package will max out at around 250hp, while the larger valve set-up goes to around 280hp - that’s damn good from a 2-litre that’s 30 years old!
The trap I see is that more sounds better: a 280hp package will require a very skilled punter to get it off the line and capitalize on its advantages.
A 2-litre BDA motor on the engine dyno in the PowerPlay workshop in Melbourne.
Getting drivability is a lot about gas speed. If one engine has a very big carb, large ports, large valves, big cams and big extractors, there is a pretty good chance it won’t come on the cam at 4000rpm. It will have no gas speed through the head when off the cam.
Getting out of a corner first is usually more important than just outright power, but not in every application. F1 and F2 need a blend of torque with top end horsepower, and that’s where the real screamers are.
BDAs have a cam box that sits on top of the head. This supports the cam buckets and camshafts. Bigger engines have a larger intake cam bucket than exhaust. The larger the bucket, the faster opening and closing cam profile that can be used.
This is usually an advantage on larger capacity engines that require the extra lift, but not at the cost of increased duration.
PowerPlay use the MLS head gasket, rather than the older style composites because they won't need re-tensioning.
When the valve seats are cut, all the margins should be the same; all the valve heights should be set equally into the combustion chamber. You need all cylinders to be the same so they run at the same level of efficiency or it’s even harder to tune. As with all engines, cutting good quality valve seats that are concentric to the valve guide is critical, especially for long term wear and flow.
I view valve springs in the same way as bearings and rings: they need to be replaced, not kept and handed down from father to son. I like to use genuine Cosworth German made items - they do cost two limbs, but they last.
You don’t need Herculean spring pressures in most applications; I aim to run the minimum while still controlling the valve. Each motor can be different, but a BDA will often have 65 to 80lbs on the seat and 230 to 260lb over the nose.
One of the reasons Cosworth doesn’t want engines to idle below 2000rpm is cam and lifter bucket wear. By having a fast idle the oil is not wiped away from the camshaft to bucket contact patch and the valve is more flicked open than pushed. I like a fast idle on most race engines, be they Triumph, Healey or Nissan as I find that cam and lifter or rocker wear is reduced.
Valve stem seals are there to keep oil from pouring down the guides. We have all seen engines that when started blow an initial puff of blue smoke, then stop as the engine warms. It’s usually because of the stem seals. I make a habit of checking stem seal clearance to the spring retainers. I like to have over 0.040”.
A BDA engine showing the front vernier cam gears.
I like to run piston-to-head squish to a minimum without touching, but each application needs to be considered. If I use an alloy block, as it gets hot the deck will rise to move the piston further away from the head than when I use an iron block. A set of Titanium rods will have different stretch characteristics, but also will expand more when hot than a forged steel set.
For any given capacity engine, if revved to 10,000 rpm it stands to reason the piston will get closer than the same engine only taken to 7500 rpm, because of the flex and stretch from conrods and cranks.
Vernier cam gears are a lot easier to set up and to keep track of your adjustments, but the original Cosworth taper lock pulleys work fine. All cam pulleys or hubs not keyed to cams must be lapped into place to mate the tapered faces to ensure the cam timing doesn’t change.
I like to use a MLS (metal laminate shim) head gasket over the older style composites because it won’t need re-tensioning. This sounds trivial until you remember a BDA engine needs the whole cam box removed for head re-tensioning.
This is a big, messy, time consuming job, although it’s great when you’re paid by the hour!
Where possible I like to use studs rather than bolts in an engine. I don’t like screwing a highly loaded thread in and out of castings. A good quality stud, if possible, with a wasted stem, and a high tensile nut offers a more consistent clamping load than a socket head cap screw that has been reused for the last 12 seasons.
When trying to clamp down a head or main cap it’s good practice to use a heavy gauge washer to spread the load over a larger surface. Once it has been clamped you want it to stay clamped.
Ready for action ... the BDA is still one of rallying's best sounding engines.
Cylinder head porting is an art form. There are some simple guidelines; if you can fit a house brick down an inlet port it will probably flow a bit more air, but lots of heads with big ports don’t make more power, let alone torque. Matching inlet and exhaust ports to manifolds can help with flow. A textured port will flow more air than a polished port of the same shape and it will aid the fuel mixing with air.
A small port with the same flow as a big port will probably come on the cam earlier and have a broader power band. The port shape for the 90 degrees area where the air turns onto the back of the valve is critical to flow.
I like to use a flow bench when developing heads as I need some way of measuring the changes I make to a port, rather than rely on divine intervention.
Cosworth has a range of camshaft profiles. In most applications we use dual pattern cams with milder exhausts for a broad power spread. This is similar to what we found developing a Suzuki race bike engine where their camshaft durations varied by as much as 30 degrees in advertised duration from inlet to exhaust.
Camshafts need to be chosen as part of the package for fuel, compression ratio and application. We see cars come in for a chassis dyno with small carbies, low compression and standard porting, but a ripper 8000rpm cam; it’s not going to end happily is it?
In any engine build the whole package and budget needs to be considered. All parts are in a symbiotic relationship. You must establish if each of the components you have are team players or stand alone heroes. Then cut and paste to get a good package.
Finally, I can’t emphasise enough, tune it properly. I am amazed at the number of big dollar engines tragically tuned by the seat of the pants.
We often pick up 5 to 10 percent on the engine dyno by optimising. This may come in 1 or 2 percent gains that most of us mere mortals would not pick up on the track or rolling road chassis dyno. I know I always want to find another 10 percent on the next guy!
Good luck and happy planning.
Simon GardinerPowerPlay Automotive
Originally published in RallySport Magazine, November 2005
Read Part 1 of the BDA engine feature:
https://rallysportmag.com/bda-bad-or-good/
SUBSCRIBE BELOW TO READ THE FULL STORY
RallySport Magazine Subscription
Select Subscription Level
Select Subscription Length
Recurring Subscription Cost
A subscription to RallySport Magazine give you access to all our rally
content from Australia, New Zealand and around the world – with news,
features and experiences nobody can match.
Our team are dedicated to providing an unrivalled experience which
shares, supports and promotes the sport of rallying.
By clicking "Subscribe Now" you agree to receive news, offers and updates on RallySport Magazine.
If you do not wish to receive marketing communications, you can update your preferences in My Account.
We will commence charging your payment method after the 7 day free trial expires.
If you cancel after expiry of your trial, cancellation will take effect from the end of your current monthly subscription period.
You will not be refunded any fees paid to RallySport Magazine unless otherwise set out in the terms and conditions.
Account Created!
Welcome to RallySport Magazine VIP Membership.
Get ready for your rally news experience to completely transform.
Start browsing news, exclusive VIP content or check out your account.

 BDAs, along with other alloy heads, have a few common problems. A lot of these problems are thrust on us because we don’t know the whole history of the secondhand parts we have.
One common issue, be it a Honda, Nissan or BDA, is that the head has been used in the very unsuccessful air cooled rather than water cooled mode. So the engine has been raced without water when a hose blew off. The casting has been so hot that the alloy has lost its heat treatment and strength.
Sometimes the heads are so soft that the head stud washers sink into the casting. We make a habit of hardness testing a head early because if there is bad news, let’s get it on the table.
Often heads can be salvaged, they can be welded and reheat treated successfully. But there is a point where if the head has had a lot surfaced from it and has been ported too large it may be better to start again. Sell it to someone who believes they really need it, and get a better one.
The BDA heads come in a couple of common configurations - three or four bolt exhaust ports. They also come in a variety of valve sizes, and they come in short and long stem valves. These engines still stand up well today compared with the latest Mitsubishi, Honda and other engines of that ilk.
Typically, a 2-litre BDA engine on Webers and PULP with the smaller valve package will max out at around 250hp, while the larger valve set-up goes to around 280hp - that’s damn good from a 2-litre that’s 30 years old!
The trap I see is that more sounds better: a 280hp package will require a very skilled punter to get it off the line and capitalize on its advantages.
BDAs, along with other alloy heads, have a few common problems. A lot of these problems are thrust on us because we don’t know the whole history of the secondhand parts we have.
One common issue, be it a Honda, Nissan or BDA, is that the head has been used in the very unsuccessful air cooled rather than water cooled mode. So the engine has been raced without water when a hose blew off. The casting has been so hot that the alloy has lost its heat treatment and strength.
Sometimes the heads are so soft that the head stud washers sink into the casting. We make a habit of hardness testing a head early because if there is bad news, let’s get it on the table.
Often heads can be salvaged, they can be welded and reheat treated successfully. But there is a point where if the head has had a lot surfaced from it and has been ported too large it may be better to start again. Sell it to someone who believes they really need it, and get a better one.
The BDA heads come in a couple of common configurations - three or four bolt exhaust ports. They also come in a variety of valve sizes, and they come in short and long stem valves. These engines still stand up well today compared with the latest Mitsubishi, Honda and other engines of that ilk.
Typically, a 2-litre BDA engine on Webers and PULP with the smaller valve package will max out at around 250hp, while the larger valve set-up goes to around 280hp - that’s damn good from a 2-litre that’s 30 years old!
The trap I see is that more sounds better: a 280hp package will require a very skilled punter to get it off the line and capitalize on its advantages.





